Korroosionestomaalauksen tarkastus
Tarkastuskohteet
• Metallityö
• Esikäsittely
• Esikäsitelty pinta
• Maalit
• Maalinlevitys
• Maalausjärjestelmän toimivuus
Metallityön tarkastus
Maalattavien pintojen tulee olla mahdollisimman sileitä.
Maalattava alusta tarkastetaan silmämääräisesti. Tarvittaessa käytetään apuvälineinä valaisinta ja suurennuslasia.
Tarkastuksessa etsitään pinnan epäsäännöllisyyksiä kuten pistesyöpymiä, valssauslaminoitumista, uurteita ja huokosia sekä teräviä reunoja.
Laminoitumisia ja uurteita

Rosoisia pintoja on vaikea peittää tehokkaasti suojamaalilla, jolloin maalikalvo jää paikallisesti ohueksi.
Huokosiin jäävä kaasu voi rikkoa maalikalvon.

Teräksen lastuava työstö ja mekaaninen leikkaaminen synnyttävät reunajäysteitä.
Myös polttoleikatut pinnat on tarkastettava erikseen. Vähimmäisvaatimus on, että pinnalla ei ole kuonaa eikä irtohilsettä.

Hitsaus voi aiheuttaa monenlaisia pintavirheitä:
kuonakerroksia, hitsausroiskeita, hitsisauman epätasaisuutta, huokosia, kraattereita, pinnalle laskeutuneita hitsaushuuruja ja reunahaavoja.
Epätasainen ja liian korkea hitsikupu huonontavat korroosiosuojausta

Liian terävä kulma huonontaa korroosiosuojausta

Hitsausroiskeita, reunahaavoja, uurteita, huokosia, kuonaa ja päätykraatteri

Standardissa ISO 8501-3 esitetään hitsien, leikkaussärmien ja muiden pintavirheellisten teräspintojen esikäsittelyasteet:
P1 Kevyt esikäsittely: vähimmäisesikäsittely, joka katsotaan tarpeelliseksi ennen maalin levittämistä.
P2 Perusteellinen esikäsittely: suurin osa virheellisyyksistä on poistettu.
P3 Erittäin perusteellinen esikäsittely: pinnalla ei ole merkittäviä näkyviä virheellisyyksiä.
Esimerkkejä luokista P1 – P3

Metallityön esikäsittelyasteet voidaan rinnastaa korroosiorasitusluokkiin.

Suomessa käytetään yleisesti standardia SFS 8145 metallityön tarkastuksessa.
”Suihkupuhdistettujen tai suihkupuhdistettujen ja konepajapohjamaalilla käsiteltyjen teräspintojen mekaanisten esikäsittelyjen laatuasteet.”
Laatuasteet on ilmoitettu terästyön lisäksi lian-, rasvan-, ruosteen- ja konepajapohjamaalin poistolle.
Terästyön ja puhdistuksen laatuasteita voidaan käyttää erikseen.
Laatuasteita on kuusi: 01 – 06.

Terästyön tarkastuksessa havaitut pintojen virheet on korjattava kaapimalla, hiomalla ja pyöristämällä terävät reunat esikäsittelyasteen vaatimusten mukaisesti.
Esikäsittelyn tarkastus
Ennen esikäsittelyä tarkastetaan esikäsittelyolosuhteet.
Raesuihkupuhalluksen ja maalauksen aikana edellytetään, että teräspinnan lämpötila on vähintään 3 ºC korkeampi kuin kastepiste.
Tämän tarkastamiseen tarvitaan teräspinnan lämpötilan mittaus, ilman lämpötilan mittaus ja ilman suhteellisen kosteuden mittaus.
Ilman lämpötila voidaan mitata tavallisella lämpömittarilla ja teräspinnan lämpötila pintalämpötilamittarilla. Myös ilmankosteuden mittaamiseen on mittareita.
Kastepiste voidaan määrittää ilman lämpötilan ja ilman suhteellisen kosteuden perusteella diagrammien, taulukoiden tai kastepistekiekon avulla.
Kastepistekiekossa on kaksi pyöreätä kiekkoa, joissa on asteikot ilman lämpötilalle ja suhteelliselle kosteudelle ja joita voidaan kiertää toistensa suhteen. Kun mitattu ilman lämpötila ja suhteellinen kosteus asetetaan kohdakkain, saadaan luettua kastepiste.
Myös suoraan kastepisteen ilmoittavia mittalaitteita on olemassa.
Suihkupuhdistusrakeista tarkastetaan koko, muoto ja puhtaus.
Puhallusmateriaalin testausmenetelmät ja vaatimukset on esitetty standardeissa SFS-EN ISO 11124 ja 11125 metallisille ja standardeissa SFS-EN ISO 11126 ja 11127 ei metallisille puhallusrakeille.
Rakeiden öljypitoisuus voidaan tarkastaa upottamalla ne kuumaan veteen, jolloin öljy nousee pinnalle. Öljyn sallittava enimmäismäärä on 100 mg/kg.
Rakeiden kloridipitoisuus todetaan hopeanitraattikokeella. Tislattuun veteen lisätään pieni määrä rakeita ja muutama tippa typpihappoa ja sen jälkeen muutama tippa hopeanitraattiliuosta. Kloridit muodostavat valkoisen sakan.
Esikäsitellyn pinnan tarkastus
Esikäsittelyn jälkeen metallipinnasta tarkastetaan puhdistusaste, vesiliukoiset epäpuhtaudet, pinnankarheus ja pölyisyys.
Pinnan puhdistusaste tarkastetaan visuaalisesti vertailukuvien avulla.
SFS-EN ISO 8501-1 Maalaamattomat teräspinnat ja aiemmista maaleista kauttaaltaan puhdistetut teräspinnat.
SFS-EN ISO 8501-2 Pinnoitetun teräksen esikäsittelyasteet, kun pinnoitteet on poistettu paikoittain.
SFS-EN ISO 8501-4 Esikäsittelyasteet korkeavesipainesuihkutuksen yhteydessä.
SFS 8145 Suihkupuhdistettujen tai suihkupuhdistettujen ja konepajapohjamaalilla käsiteltyjen teräspintojen mekaanisten esikäsittelyjen laatuasteet.
Esimerkki vesisuihkutetusta pinnasta Alkutila DC A

Pinnan liukoisten epäpuhtauksien tutkimiseen käytetään yleisimmin Bresle-menetelmää (SFS-EN ISO 8502-6).
Pinnalle liimataan näytteenottotasku, jossa on liuotteelle sopiva keskilokero.
Liuote, valitaan riippuen määritettävistä pinnan epäpuhtauksista.
Suolojen ja muiden vesiliukoisten epäpuhtauksien määrittämiseen käytetään tislattua tai ionivaihdettua vettä.
Veden johtokyvyn tulee olla alle 0,5 mS/m.
Liukoisten epäpuhtauksien keräys esikäsitellyltä pinnalta

Liuote ruiskutetaan taskuun injektioruiskulla ja imetään sitten takaisin ruiskuun.
Tämä toistetaan vähintään neljä kertaa samalla liuotteella.
Liuote, joka sisältää testattavalta pinnalta liuenneet epäpuhtaudet, siirretään sopivaan astiaan analysointia varten.
Vesiliukoisten suolojen määrä määritetään mittaamalla injektoidun veden johtavuus johtokykymittarilla. Standardin SFS-EN ISO 8502-9 mukaisesti.
Standardin NORSOK M-501 Rev. 4 mukaan sallittu enimmäissuolatiheys on 20 mg/m2.
Johtavuuden ja suolatiheyden riippuvuus

Pölyn arviointi esikäsitellyiltä teräspinnoilta suoritetaan teippimenetelmällä (standardi SFS-EN ISO 8502-3).
Esikäsitellylle teräspinnalle painetaan väritön teippi, johon pöly tarttuu kiinni. Teippi irrotetaan ja sijoitetaan alustalle, jonka väri muodostaa kontrastin pölyn kanssa.
Teippiin tarttuneen pölyn määrä ja partikkelikoko arvioidaan vertaamalla mallikuviin. Pölymäärä luokitellaan asteikolla 1 – 5. Partikkelikoko arvioidaan taulukossa kuvattujen luokkien (0 – 5) mukaan.
Pölymäärän luokituksia 1 – 5 vastaavat mallikuvat

Pölyn kokoluokitus

Esikäsitellyn pinnan profiili tai pinnankarheus määritetään ISO-pintaprofiilivertailukappaleen avulla (SFS-ISO 8503-1).
Tutkittavaa pintaa verrataan vertailukappaleen neljän osa-alueen kanssa. Pinnankarheus luokitellaan hienoon, keskikarheaan ja karheaan.
Pinnankarheus mitataan usein myös pinnankarheusmittarilla, jolla saadaan esimerkiksi Ry-arvo tai kuva profiilikorkeudesta. Saatuja arvoja voidaan verrata ISO vertailukappaleen pinnankarheusarvoihin.

ISO-vertailukappaleiden pinnankarheusarvot

Maalin tarkastus
Nestemäisen maalin kunto tarkastetaan sekoituksen yhteydessä:
Ovatko pigmentit laskeutuneet pohjalle?
Onko maalia vaikea sekoittaa?
Ovatko maalin komponentit erkautuneet?
Onko vesiohenteinen maali koaguloitunut?
Maalista dokumentoidaan maalityyppi, valmistuseränumero, väri, kiintoainepitoisuus sekä tiheys.
Suurehkoissa maalaustöissä maalista voidaan ottaa märkänäyte standardin SFS-EN 21512 mukaisesti jokaisesta valmistuserästä. Näytteet arkistoidaan takuuajaksi.
Maalin viskositeetin määritys voi olla tarpeen sen levitettävyyden kannalta. Viskositeetti riippuu lämpötilasta. Viskositeetti voidaan määrittää juoksutuskupilla (DIN-kuppi, 1 mm:n reikä), pyörivällä viskosimetrillä (cP) tai Krebsin kokeella.
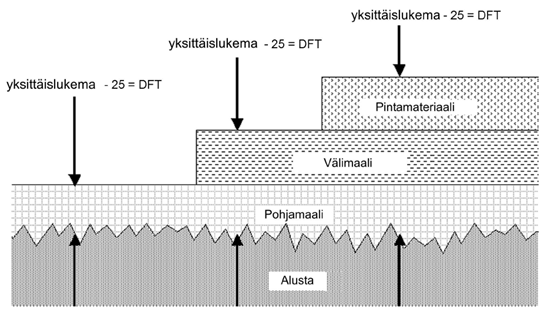
Maalikalvon paksuusmittaus
Märkäkalvon paksuuden (WFT) mittalaite on usein yksinkertainen kampatulkki, jonka reunoissa on eri pituisia hampaita. Mittauksessa painetaan hammastettu reuna kohtisuoraan vastamaalatulle maalipinnalle, jolloin maali kostuttaa ne hampaat, jotka ulottuvat maaliin. Maalikalvon paksuus on viimeisen kostuneen ja sen viereisen kuivan hampaan ilmoittaman paksuusarvon välissä.
Esimerkiksi, kun maali kostuttaa 80 µm:n hammasta, mutta ei kostuta 100 µm:n hammasta, mitattu märkäkalvon paksuus on näiden arvojen välissä.
Kampatulkin käyttöperiaate

1 alusta, 2 pinnoite, 3 kostuttavan kosketuksen kohta, 4 märkäkalvokampa
Märkäkalvonpaksuus voidaan mitata myös kiekkotulkilla, jonka ulkokehä jakautuu kolmeen harjanteeseen. Keskimmäinen harjanne on hieman ulompia harjanteita sisempänä ja se on sijoitettu epäkeskisesti kiekkoon nähden. Rullaan on merkitty keskimmäisen harjanteen etäisyydet reunimmaisista harjanteista.
Reunimmaiset harjanteet painetaan maalikalvon läpi kiinni alustaan ja kiekkoa rullataan pinnalla. Rullattaessa keskimmäisen harjanteen etäisyys pinnasta muuttuu. Maalikalvon paksuus saadaan etäisyysasteikon kohdasta, jossa maalia on alkanut tarttua keskimmäiseen harjanteeseen.

Maalikalvon paksuusmittaus
Märkäkalvon paksuuden (WFT) perusteella voidaan arvioida muodostuvan kuivakalvon paksuus (DFT) ja vaadittavan kuivakalvon paksuuden avulla tarvittava märkäkalvon paksuus, kun tiedetään maalin kuiva-ainepitoisuus V (%).
DFT = V * WFT / (100 %)
WFT = (100 % * DFT)/V
Esimerkiksi, jos vaaditaan kuivakalvonpaksuus DFT = 80 μm ja maalin kuiva-ainepitoisuus V = 50 %, tarvittava märkäkalvon paksuus WFT = 100 % * 80 μm / 50 % = 160 μm
Esimerkiksi, jos märkäkalvon paksuudeksi (WFT) on mitattu 250 μm ja maalin kuiva-ainepitoisuus (V) on 60 %, saadaan kuivakalvon paksuudeksi DFT = V* WFT/100 % = 60 % * 250 μm /100 % = 150 μm
Maalin valmistaja ilmoittaa kuiva-ainepitoisuuden tuoteselosteessa.
Kuitenkin maalin levitysmenetelmä vaikuttaa liuotteiden haihtumiseen ja siten märkäkalvonpaksuuteen.
Ohjeena voidaan käyttää nyrkkisääntöä 1:10:100: Yksi litra maalia peittää 10 m2 märkäkalvonpaksuudella 100 μm.
Maalikalvon tarkastus
Pintamaalin kuivuttua riittävästi tarkastetaan silmämääräisesti, ettei maalipinnassa ole valumia, näkyviä huokosia, kuivaruiskutusta, appelsiinipintaa, halkeilua, maalaamattomia kohtia tai kiiltovaihteluita.
Lisäksi tarkastetaan pinnan yhtenäisyys ja väri.
Maalikalvon paksuusmittaus
Maalauksen kokonaiskalvonpaksuusvaatimus riippuu ympäristön rasitusluokasta, maalityypistä ja halutusta maalauksen kestoiästä.
Kalvonpaksuusvaatimukset esitetään maalausstandardeissa ja -ohjeissa nimelliskalvonpaksuutena (NDFT).
Nimelliskalvonpaksuus määritellään eri standardeissa eri tavoin, joten on tärkeää ottaa selvää, mitä määritelmää käytetään.
Suositeltava standardi on SFS-ISO 19840.
Kuivan maalikerroksen paksuuden mittaukseen on eri periaatteilla toimivia laitteita, joko magneettiseen induktioon perustuvia tai pyörrevirtamittareita (ei magneettiset metallit).
Kalvonpaksuusmittarit kalibroidaan ennen mittausta ja säännöllisin väliajoin mittauksen aikana.
Kalibroinnissa käytetään apuna tunnetun paksuisia ei-magneettisia metallipinnoitteita tai muoviliuskoja, jotka asetetaan metallipinnan ja mittarin väliin.
Kalibrointi suoritetaan yleensä maalaamattomalle, maalattuun nähden vertailukelpoiselle teräspinnalle, koska mittaustulokseen vaikuttavat mm. teräslaji, ainepaksuus ja pinnankarheus.
Raesuihkupuhallettujen pintojen ominaisuudet vaihtelevat eri kohdissa, mistä johtuen tarkkaa maalikerroksen paksuutta ei saada yksittäisellä mittauksella, vaan ilmoitettavan pinnoitepaksuuden tulee perustua usean mittauksen keskiarvoon.
Mitattua kuivakalvon paksuusarvoa tulee korjata alustan pinnankarheuden mukaisesti.
Jos pintaprofiili tunnetaan ja se on standardin ISO 8503-1 mukainen, tulee käyttää seuraavia korjausarvoja (SFS-ISO 19840):
hieno pintaprofiili – korjausarvo 10 μm
keskikarhea pintaprofiili – korjausarvo 25 μm
karhea pintaprofiili – korjausarvo 40 μm
Jos pintaprofiilia ei tunneta, tulee käyttää korjausarvoa 25 μm.
Keskikarhean pinnan kalvonpaksuuden korjaus
Tarvittaessa kuivakalvonpaksuus voidaan mitata kalvoa rikkovilla menetelmillä.
Esimerkiksi, kun magneettisen mittauksen luotettavuutta häiritsevät lähellä olevien sähkölaitteiden magneettiset vuotovirrat.
Kenttämittauksissa käytetään laitetta, johon kuuluu leikkaava työkalu ja valaistu mikroskooppi.
Työkalun kovametalliterällä vedetään maalikalvon läpi V-muotoinen ura.
Mittamikroskoopilla saadaan mitattua maalikerroksen paksuus, kun tunnetaan terän kärkikulma.
Mikroskoopin jakoväli terällä no 1. vastaa 20 μm, terällä no 2. 10 μm ja terällä no 3. 2 μm.
Leikkauskärki valitaan arvioidun kalvonpaksuuden perusteella.
Tavallisesti kärki no. 2 alle 1 mm paksuille kalvoille.
Myös erillisten maalikerrosten lukumäärä ja paksuus saadaan selville.
Kalvonpaksuus voidaan mitata myös Säbergin kalvoporalla.
Kalvoon porataan reikä metalliin saakka. Tarkastellaan porausta mikroskoopilla.
Kun poran kärkikulma tunnetaan, saadaan pinnoitepaksuus selville, kun lasketaan mikroskoopissa näkyvät jakovälit.

Kalvonpaksuusmittaus rikkovalla menetelmällä

Kalvonpaksuus mitataan kappaleen edustavalta pinnalta eli pinnan osalta, joka on oleellinen kappaleen ulkonäön tai käytön kannalta.
Jokaista edustavan pinnan alkavaa 100 m2:n alaa kohden valitaan yksi 10 m2:n mittausalue.
Kultakin mittausalueelta valitaan 20 mittauskohtaa.
Yksittäinen mittaus suoritetaan kohdasta, jonka halkaisija on noin 30 mm.
Mittaustulosten satunnaisvaihtelun takia otetaan useita (3 – 5) lukemia kustakin mittauskohdasta. Lukemien keskiarvo on mittauskohdan kuivakalvonpaksuus.
Tavallinen vaatimus on, että mittauskohdan kalvonpaksuus saa alittaa nimellispaksuuden enintään 20 %.
Mittausalueen (10 m2) kalvonpaksuus (DFT) on yksittäisten mittauskohtien (20 kpl) kalvonpaksuuksien (keskiarvojen) keskiarvo.
Mittausalueen kalvonpaksuuden tulee olla vähintään sama kuin kuivakalvon nimellispaksuus.
Maalin tarttuvuus
Maalin tarttuvuutta voidaan tutkia hilaristikko- (SFS-EN ISO 2409) ja X-viiltokokeen (SFS-EN ISO 16276-2) sekä irtivetokokeen (SFS-EN ISO 4624 ja SFS-EN ISO 16276-1) avulla.
Hilaristikkokoetta käytetään vain pinnoitteen paksuuteen 250 μm saakka. X-viiltokokeella ja irtivetokokeella ei ole paksuusrajoitusta.
Tarttuvuus mitataan aina täysin kovettuneesta ja kuivasta pinnoitteesta.
Hilaristikkomenetelmässä pinnoitteen läpi tehdään alustaan saakka ristikkäiset viillot, jotka tuottavat tasaiset ruudut.
Viiltojen välimatkat ja siten ruutujen koko määritetään pinnoitteen paksuuden perusteella.
Viiltojen etäisyys on 1 mm 60 μm:iin asti, 2 mm paksuuksilla 61 – 120 μm ja 3 mm paksuuksilla 121 – 250 μm.
Leikkausurien lukumäärä ristikkokuvion kummassakin suunnassa on kuusi.
Viillot voidaan tehdä joko yksitellen käyttäen leikkuria ja ohjainsarjaa tai mallinetta, jotta saadaan oikeat välimatkat, tai käyttäen moniteräleikkuria.
Moniteräleikkuri ei sovellu paksuille (> 120 μm ) eikä koville pinnoitteille.
Kun viillot on tehty, pintaa harjataan ja siihen kiinnitetään teippi, jolla poistetaan huonosti kiinni olevat pinnoiteruudut. Koetulos ilmoitetaan havaitun vaurion mukaisena luokituksena asteikolla 1 – 5.
Yksi- ja moniteräinen leikkuri

Hilaristikkokokeen välineet

Hilaristikkokokeen luokitus

X-viiltomenetelmässä pinnoitteen läpi tehdään X-viilto terävällä terällä. Viiltokohtaan kiinnitetään lujalla voimalla teippi, joka vedetään irti, jolloin huonosti kiinni oleva pinnoite irtoaa. Koetulos ilmoitetaan havaitun vaurion mukaisena luokituksena.
Kunkin viillon pituuden tulee olla 40 mm ja viiltojen leikkauspisteessä, niiden välisen kulman tulee olla välillä 30° – 45°.
Välineinä ovat viivoitin sekä standardin ISO 2409 mukaiset yksiteräleikkuri ja teippi.
X-viiltokokeen luokat 0 ja 1

X-viiltokokeen luokat 2 ja 3

X-viiltokokeen luokat 4 ja 5

Irtivetokokeessa koelieriöt liimataan kiinni pinnoitteeseen. Liiman kuivuttua lieriö vedetään irti ja tarvittava voima mitataan.
Maalipinta karhennetaan tartunnan parantamiseksi.
Lieriöön liimattu maalipinta erotetaan muusta maalipinnasta leikkaamalla ura vetokappaleen kehää myöten kovettuneen liiman ja pinnoitteen läpi alustaan saakka.
Lieriön irtivetämiseen on erilaisia laitteita. Mittausarvo riippuu laitteen tyypistä, mutta niistä kaikista saadaan johdettua voiman suuruus.
Voima voidaan tuottaa hydraulisella paineella, pneumaattisella paineella tai käyttämällä puristusjousta.


Maalikalvon murtumislujuus tarkoittaa voimaa, joka vaaditaan ylittämään kalvoa kiinni tai koossa pitävät voimat.
Murtuminen voi tapahtua kalvon ja alustan väliltä tai erillisten maalikalvojen väliltä, jolloin voima on suurempi kuin kalvon tartunta eli adheesio.
Kun murtuminen tapahtuu yhdellä kerralla levitetyn maalikalvon sisällä, voima on suurempi kuin kalvon sisäinen lujuus eli koheesio.
Yleensä mittaussarjan hyvät tulokset ovat oikeita.
Satunnaiset huonot vetoarvot johtuvat useimmiten mittauspään vääntymisestä vedon aikana.
Murtumaa tarkastellaan myös silmämääräisesti ja murtumatyyppi arvioidaan seuraavasti:
A on alustan koheesiomurtuma;
A/B on adheesiomurtuma alustan ja ensimmäisen pinnoitekerroksen välillä;
B on koheesiomurtuma ensimmäisessä pinnoitekerroksessa;
B/C on adheesiomurtuma ensimmäisen ja toisen pinnoitekerroksen välillä;
n on koheesiomurtuma monikerrosyhdistelmän kerroksessa n;
— on koheesiomurtuma pintamaalissa;
—/Y on adheesiomurtuma liiman ja pintakerroksen välillä;
Y on liiman koheesiomurtuma;
Y/Z on adheesiomurtuma liiman ja vetokappaleen välillä.
Murtumatyyppien kuvaus irtivetomenetelmässä

Murtumapinta-ala arvioidaan murtumatyypeittäin prosentteina lähimpään 10 %:iin.
Jos maaliyhdistelmä murtuu keskimääräisen vetojännityksen ollessa 20 MPa ja murtumapintojen tarkastelussa todetaan, että keskimäärin 30 % vetokappaleen alueesta edustaa ensimmäisen kalvon (pohjamaalin) koheesiomurtumaa ja 70 % adheesiomurtumaa ensimmäisen ja toisen kalvon välillä, vetokokeen tulokset esitetään seuraavasti: 20 MPa 30 % B 70 % B/C
Maalikalvon huokoisuus
Huokoisuustarkastus on tarpeellinen upotusrasituksiin joutuville paksuudeltaan yli 300 µm:n pinnoitteille, ja sen tarkoituksena on löytää kalvossa olevat huokoset.
Menetelmää voidaan käyttää myös teräsrakenteille, jotka joutuvat hyvin voimakkaaseen ilmasto- tai kemialliseen rasitukseen.
Tarkastus suoritetaan tasavirtaa tuottavalla laitteella, joka ilmaisee virran läpilyönnin näkyvästi ja/tai kuuluvasti.
Havaitun huokosen sijainti merkitään tarkasti korjausta varten.
Laitteen negatiivisesta navasta lähtevä maadoitusjohdin kiinnitetään tutkittavan rakenteen sähköä johtavaan kohtaan. Positiiviseen napaan kytketään testielektrodi.
Testielektrodia kuljetetaan maalipinnalla.
Huokosen kohdalla maalikalvon sähkövastus on pieni, jolloin tapahtuu läpilyönti.
Laitteita on sekä matalalle että korkealle jännitteelle. Matala jännite (9 V) soveltuu maalikalvonpaksuuksille 300 – 500 µm ja korkea jännite tätä suuremmille paksuuksille.
Korkeajännitelaitteiden läpilyönnissä syntyy myös selvästi havaittava kipinä.
Korkeajännitelaitteiden virta voi iskeä ehjänkin maalikalvon läpi, jos sen paksuus on alle 200 μm:n, koska jännitettä ei voida asettaa riittävän alhaiseksi. Seurauksena on maalikalvon vahingoittuminen.
Matalajännitelaitteen elektrodissa on sieni, joka kostutetaan vedellä. Tavallisesti veteen on lisätty pintajännitystä alentavaa ainetta, esimerkiksi pesuainetta.
Suurjännitelaitteen elektrodi on joko sähköä johtavasta kumista valmistettu harava tai teräsvispilä.

Suurjännitelaitteen jännite säädetään pinnoitepaksuuden perusteella:
0,21 – 0,31 mm 1,5 kV
0,32 – 0,46 mm 2,0 kV
0,47 – 0,77 mm 2,5 kV
0,78 – 1,03 mm 4,0 kV
1,04 – 1,54 mm 5,0 kV
1,55 – 2,04 mm 7,5 kV
2,05 – 2,55 mm 10 kV
2,56 – 3,19 mm 12 kV
Huokoisuustestaus kattaa koko pinnan, myös nurkat, reunat ja hitsausliitokset. Ellei muuta ole sovittu, upotusrasitukseen tulevissa rakenteissa ei saa olla yhtään huokosta.
Ilmastorasituksessa voidaan sopia erikseen hyväksyttävästä huokosten määrästä pinta alayksikköä kohden.
Huokostestausta ei voida tehdä sähköä johtaville maaleille. Esimerkiksi sinkkirikkaille maaleille.
Maalin tunnistaminen
Ennen korjausmaalausta tulisi tietää vanhan maalin sideainetyyppi.
Se voidaan tunnistaa liuottimien avulla. (Sideaineet liukenevat eri tavoin ksyleeniin, metyylietoniketoniin (MEK), asetoniin ja etanoliin).
IR-analyysillä
Vauriotyyppien perusteella (Halkeilu, liituaminen jne).
Kemiallisella kokeella. (Maalia laitetaan koeputkeen ja lisätään väkevää rikkihappoa ja pari tippaa formaldehydiä. Epoksi värjäytyy punaiseksi).
Maalien muutokset liuotteissa

Lähdekirjallisuus
Metropolia / Materiaali- ja pintakäsittelytekniikka, Teräsrakenteiden pintakäsittelyn laaduntarkastajien aineisto, Kai Laitinen
TEKNOS / korroosionestomaalauksen käsikirja

