Alustamateriaalin pintatyypit, pinnan esikäsittely ja esikäsittelyn laadunvarmistus
Suojattavat pintatyypit
Esikäsiteltävät teräspinnat voivat olla pinnoittamattomia, metallipinnoitteisia, konepajapohjalla maalattuja tai aikaisemmin maalattuina käytössä olleita.
Pinnan epäpuhtaudet
Pinnoilla esiintyviä epäpuhtauksia ovat rasvat ja öljyt, vesiliukoiset epäpuhtaudet kuten suolat, ruoste sekä valssi- ja hehkuhilse sekä kiinteät epäpuhtaudet kuten jää, noki, pöly, hiekka, savi sekä laasti- ja maalijätteet.
Rasvat ja suolat
Rasvat ovat pinnoilla ohuina kalvoina, jolloin ne huonontavat maalin kostutusta metallipinnalla ja siten maalikalvon muodostumista ja tartuntaa.
Suolat imevät kosteutta, jolloin maalikalvon alle muodostuu rakkuloita sekä ruostetta.
Valssi- ja hehkuhilse
Valssi- ja hehkuhilsettä syntyy, kun terästä kuumavalssataan tai hehkutetaan.
Hilse antaa hyvän ruostesuojan niin kauan kuin se on ehjä. Se on kuitenkin haurasta ja rikkoontuu helposti.
Hilse on terästä jalompaa, minkä seurauksena se voi aiheuttaa teräspinnan galvaanista korroosiota. Syntyvä ruoste vaatii suuremman tilavuuden kuin rauta, josta se on muodostunut. Seurauksena on, että ruoste irrottaa valssihilseen ja paljastaa uutta teräspintaa.
Korroosiota valssihilseen alla

Ruoste
Seostamattoman teräksen pintaan muodostuva ruoste on huokoista, jolloin se ei suojaa pintaa. Sinkin korroosiossa syntyy valkoruostetta.
Huokoista pintaa on vaikea saada kuivaksi ja puhtaaksi.
Ruoste on usein huonosti kiinni teräksessä.
Maali, joka levitetään ruosteiselle pinnalle, ei ole suorassa kontaktissa teräksen kanssa, mikä vähentää maalin suojauskykyä.
Ruostumisasteet
Maalaamattoman teräspinnan ruostumista kuvataan neljällä ruostumisasteella A, B, C ja D.
A. Teräspintaa peittää hyvin kiinni oleva valssihilsekerros, ei juuri ruostetta.
B. Teräspinta, jolla on alkavaa ruostumista ja josta valssihilse on alkanut irrota.
C. Teräspinnalta valssihilse on ruostunut pois tai se on kaavittavissa helposti. Paljain silmin havaittavissa vähäistä kuoppakorroosiota.
D. Teräspinnalta on valssihilse ruostunut pois ja pinnassa on paljain silmin havaittavaa yleistä kuoppakorroosiota.
Ruostumisasteet

Metallipinnoitteet
Terästen metallisia pinnoitteita ovat sinkki, alumiini, sinkkialumiiniseos ja sinkkirautaseos.
Pinnoitetun pinnan esikäsittelyssä vältetään pinnoitteen vaurioitumista.
Konepajapohjamaalatut pinnat
Konepajapohjamaalilla käsitellyt pinnat on raesuihkupuhdistettu ennen maalausta.
Konepajapohjamaali on varastointia ja kuljetusta varten levitetty ohut suojamaalikerros.
Maalikerroksen paksuus on 0,010 – 0,020 mm.
Suojausaika on noin puoli vuotta.
Maalatut teräspinnat
Aiemmin maalattujen teräspintojen ruostumisasteet voidaan arvioida ruostuneena pinta-alaosuutena asteikolla Ri 0 – Ri 5. Standardin SFS-EN ISO 4628-3 mukaisesti.
Ri 0 tarkoittaa virheetöntä kalvoa.
Ruostumisasteet Ri 1 – Ri 3 korjataan paikkamaalauksella.
Ruostumisasteen ollessa Ri 4 tai Ri 5 tarvitaan uusintamaalaus.
Ruostumisasteita vastaavat ruostuneet pinta-alaosuudet

Ruostumisasteet Ri 3 ja Ri 4. Ruostuminen pistemäistä tai laikukasta
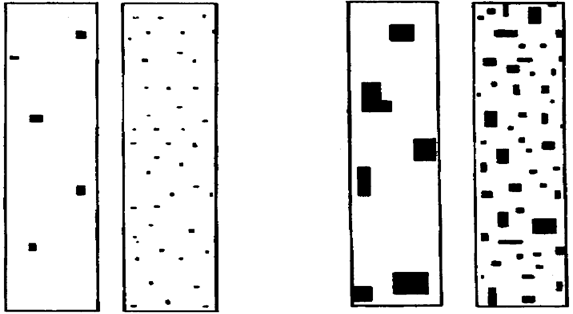
Mallikuvat ruostumisasteista Ri 1 – Ri 5

Esikäsittelyn tavoitteet
Korroosionestomaalauksen onnistuminen riippuu teräspinnan tilasta juuri ennen maalausta.
Pinnan esikäsittelyn tavoitteena on poistaa haitalliset aineet ja saada aikaan pinta, johon pohjamaali tarttuu vaatimusten mukaisesti.
Tärkeimmät tekijät, jotka vaikuttavat maalikalvon kestävyyteen ovat pinnan ruosteisuus ja valssihilse, epäpuhtaudet kuten suolat, pöly ja öljy sekä pintaprofiili.
Puhdistusjärjestys
Pinnan puhdistuksessa noudatetaan järjestystä:
1.Irtolian poisto
2.Vesiliukoisten suolojen ja epäpuhtauksien poisto.
3.Orgaanisten rasvojen, öljyjen ja vahojen poisto.
4.Epäorgaanisen valssihilseen ja ruosteen poisto.
Puhtausasteet
Esikäsittelymenetelmien tunnukset ovat
Sa (suihkupuhdistus),
St (puhdistus käsityökaluilla tai koneellisesti),
Fl (liekkipuhdistus) ja
Be (happopeittaus).
Lyhenteet muodostuvat ruotsin kielisistä termeistä:
Sa = Sandblästring, St = Stålborstning, Fl = Flamrensning ja Be = Betning.
Eri menetelmin saavutettavaa puhtausastetta kuvataan numeroarvoilla 1, 2, 2 ½ ja 3.
Suihkupuhdistusasteet


Käsityökaluilla tai koneellisesti saavutettavat puhdistusasteet

Puhdistamaton

Teräsharjaus St 2

Teräsharjaus St 3 tai raesuihkupuhdistus Sa 1

Raesuihkupuhdistus Sa 2
Raesuihkupuhdistus Sa 2½

Raesuihkupuhdistus Sa 3

Pinnan osittaisen käsittelyn puhtausasteet
Osittaisessa ennestään pinnoitettujen pintojen esikäsittelyssä poistetaan ruoste ja epäpuhtaudet, mutta jätetään käsittelemättä alueet, joilla pinnoite on ehjä.
Jäljelle jäävät pinnoitteet on puhdistettava irtonaisesta materiaalista ja epäpuhtauksista ja karhennettava seuraavan pinnoitekerroksen tartunnan varmistamiseksi. Lisäksi pinnoitteet tulee viistää eli reuna hioa tiukasti tarttuvien reunojen saamiseksi.
Paikoittaisten esikäsittelymenetelmien merkinnät ovat
P Sa (paikallinen suihkupuhdistus),
P St (paikallinen puhdistus käsi- tai konetyökaluilla) ja
P Ma (paikallinen konehionta, machine abrading).
Paikoittaissuihkupuhdistusasteet

Puhdistusasteet paikoittaisessa puhdistuksessa käsi- tai konetyökaluilla

Konepohjamaalattujen tuotteiden esikäsittelyn laatuluokat
Konepohjamaalatuille tuotteille voidaan suorittaa osittainen pinnan esikäsittely, jolloin kaikkea maalia ei poisteta. Standardin SFS 8145 mukaan näiden laatuluokat ovat suihkupuhdistus kevyesti, huolellisesti tai hyvin huolellisesti.
Maalatun pinnan ruostumisasteen tulee olla Ri 0 – Ri 3.

Maalattujen ja vesisuihkupuhdistettujen pintojen luokittelu
Maalatuille ja vesisuihkupuhdistetuille pinnoille määritellään viisi alkutilaa,
-DC A = Ri 3,
-DC B = Ri 4,
-DC C = Ri 5,
-DP I = huonontunut rautaoksidiepoksipohjamaalipinta ja
-DP Z = huonontunut sinkkisilikaattipohjamaalipinta.
Kolme esikäsittelyn laatuastetta Wa 1, Wa 2 ja Wa 2½ sekä kolme pikaruostumisastetta L, M ja H.
Maalattujen ja vesisuihkupuhdistettujen pintojen luokittelu

Esimerkki vesisuihkutetusta pinnasta. Alkutila DC A

Pikaruostumisasteet
Puhdas vesisuihkulla puhdistettu pinta on herkkä ruostumaan kuivuessaan. Tätä ruostumista kutsutaan pikaruostumiseksi (flash rusting). Vesisuihkutetun pinnan pikaruostumisasteet ovat
L (Light), M (Medium) ja H (Heavy).

Pikaruostumisasteet

Kuumasinkityn pinnan esikäsittely
Sinkkipinnalta poistetaan rasvat, öljyt, juoksutinjäämät ja valkoruoste.
Yleinen esikäsittelymenetelmä on pyyhkäisysuihkupuhdistus (SaS).
Sinkki kuluu nopeasti puhalluksessa. Käytetään alumiinisilikaattia tai oliviinihiekkaa.
Raekoko 0,2 – 0,5 mm.
Puhalluspaine ≤ 0,2 MPa (2 bar).
Puhallusetäisyys noin 50 cm.
Puhalluskulma 30º – 60º
Puhalletaan himmeän mattapintaiseksi.
Termisesti ruiskutetut pinnat
Termisesti ruiskutetut sinkkipinnat ovat huokoisia, mistä syystä ne ovat herkkiä valkoruostumaan ja likaantumaan. Siksi ne on maalattava välittömästi ruiskutuksen jälkeen, jolloin ei tarvita esikäsittelyä.
Pinnan profiili
Raesuihkupuhdistuksessa syntyvä pinnankarheus riippuu raemateriaalin tiheydestä, raekoosta ja sen jakautumasta, rakeiden iskunopeudesta ja kulmasta sekä rakeen muodosta.
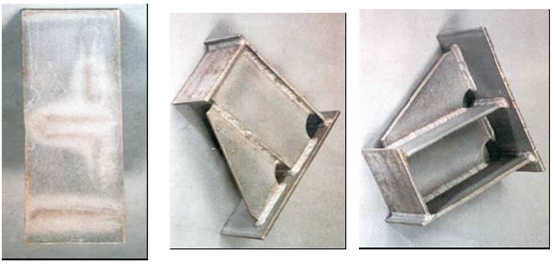
Korroosionestomaalauksessa pinnankarheuden arvioinnissa käytetään pintaprofiilivertailu-kappaleita.
Vertailukappale S on tarkoitettu pyöreillä rakeilla (shot) ja vastaavasti vertailukappale G särmikkäillä rakeilla (grit) suihkupuhdistettujen teräspintojen vertailuun.
ISO-pintaprofiilin vertailukappaleet

Pinnan profiili
Tutkittavaa pintaa verrataan vertailukappaleen jokaisen neljän osa-alueen kanssa.
Profiilia kuvataan sanalla ”pyöreä”, kun on käytetty pyöreää raetta, ja ”terävä”, kun on käytetty särmikästä raetta.
Pinnankarheus luokitellaan hienoon, keskikarheaan ja karheaan.
Hieno profiili vastaa osa-alueita 1 – 2.
Keskikarhea vastaa osa-alueita 2 – 3.
Karhea vastaa osa-alueita 3 – 4.
Suojamaaliyhdistelmille pintaprofiili ”keskikarhea (G)” tai ”keskikarhea (S)” on sopivin.
Uudelleenmaalauksessa pidetään astetta ”karhea” sopivana.
Pinnankarheuksia esittävään kuvaan on merkitty 25 µm:n paksuinen maalikalvo.
Pinnankarheus vaikuttaa maalikalvon peittävyyteen.
Pinnankarheuksien profiilimuodot

Esikäsittelyn arviointi
Esikäsitellyistä pinnoista arvioidaan pinnan puhdistusaste. (Visuaalinen tarkastus, vertailukuvat).
Pinnankarheus. (Visuaalinen tarkastus, vertailukappaleet).
Pinnan puhtaus suoloista, öljystä ja rasvoista. (Bresle-testi, hopeanitraatti- ja kuumavesikoe puhallusrakeille, visuaalinen tarkastus, vesipisarakoe).
Konepohjamaalaus
Jos korroosionestomaalausta ei voida suorittaa pian pinnan esikäsittelyn jälkeen, tulee pinta suojata väliaikaisesti.
Vastapuhdistettu teräspinta suojataan erikoismaalilla, jota nimitetään konepajapohjamaaliksi (shop primer).
Konepajapohjakäsittelyn tarkoituksena on suojata puhdistettu teräspinta varastoinnin, kuljetuksien ja rakenteen valmistuksen aikana, kunnes varsinainen korroosionestomaalaus voidaan suorittaa.
Konepajapohjamaali valitaan sen päälle tulevan suojamaaliyhdistelmän, tarvittavan suojauksen ja kappaleiden käsittelyiden (polttoleikkaus ja hitsaus) perusteella.
Maalit eroavat korroosiosuojauskyvyltään ja hitsattavuudeltaan.
Maalin sinkkipitoisuuden alentaminen parantaa hitsauksen ja polttoleikkauksen laatua ja työturvallisuutta, mutta huonontaa korroosiosuojaa.
Konepohjamaalien tyyppimerkinnät

Konepohjamaalien ominaisuuksia
(Ominaisuudet riippuvat sinkkipitoisuudesta.)

Lähdekirjallisuus
Metropolia / Materiaali- ja pintakäsittelytekniikka, Teräsrakenteiden pintakäsittelyn laaduntarkastajien aineisto, Kai Laitinen